Metalwork Fabrication
RSE Control Systems (Blackburn Starling) has been in operation since 1870 and has been manufacturing metalwork since the early 1960’s. All products are manufactured in the company’s ISO 9001:2015 factory and on-site facilities include CAD design, manufacture, painting / specialist coating, delivery and collection. All metal fabricated products have a 12 month warranty as standard and refurbishment / maintenance contracts are agreed on an individual contract basis as required by the customer.
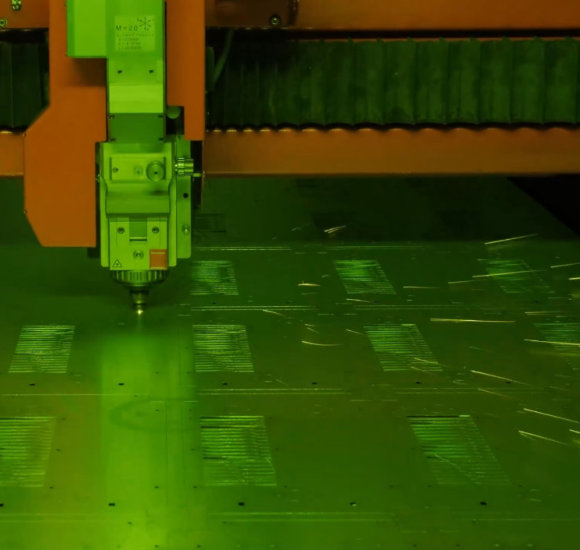
Laser Cutting
RSE Control Systems (Blackburn Starling) have recently made a significant investment in a Bystronic fiber laser, a thermal cutting process for processing sheet metal. The laser beam is created by the laser source where a lens focuses it at very high power on a very small diameter. The laser delivers a high degree of material utilization, a wide spectrum of applications for steel, aluminum and other non-ferrous metals and with up to 6 kilowatts of laser power steel is cut with high precision up to a material thickness of 30 millimeters.
The fiber laser technology reduces operating costs by eliminating the need for laser gas and reducing power consumption.

Fabrication, Punching & Welding
RSE Control Systems (Blackburn Starling) has the capability of fabricating and punching most materials including non-ferrous, stainless steel and aluminum up to 6mm thick. Alongside three dedicated welding bays two separate CNC punch and pressforming production lines for standard and special products are operated to give both a standard approach and the flexibility to operate machines that are suited to the product both for internal use and for specific customer requirements.
A consignment stock arrangement that totals 30 tonnes of steel is replenished on a monthly basis ensuring the regular stock turn of steel. Materials are covered by conformance certificates to ensure full traceability.
Fabrication personnel have a wealth of experience in their field and the team comprise of highly qualified and experienced engineers offering exemplary customer service. A flexible approach is applied to all projects and the team are highly efficient in their ability to interpret customer’s requirements and develop / manufacture bespoke equipment, often within restrictive time limits.
Painting
The fabrication facility also includes an electrostatic powder coating plant.
After machining the steel parts are checked to remove any burrs on their edges or surface and welded parts are surface ground to remove all excess weld material and spotting to a fine flat finish suitable for the automated paint process.
In line with our BSEN 9001 quality assurance system each batch of paint is subject to several tests prior to painting the steelwork. A sample plate is powder painted and cured at 140-210oC for 12-20 minutes, the sample is then checked for colour match and paint adhesion and finally the sample is checked visually for surface defects, paint spots or blemishes.
Each product goes through a pre-treatment process of cleaning / rinsing / phosphating / drying utilising multi-directional spray heads to ensure that all parts of the steelwork are covered.
The powder paint is then applied using an electrostatic process via manual and spray guns. The powder is applied to produce a fully protective coating to all surfaces with a minimum acceptable dry film paint thickness of 50 microns.
The final process utilises a pre-heated oven, temperature and curing times are dependent upon the paint manufacturers’ specifications but typical ratings are 140-210oC for 12 to 20 minutes.
The complete system is run on an overhead continuous conveyor with adjustable speed control. This enables the operator to have full control over the process and ensure that parts are adequately coated prior to curing (by reversing the line and re-applying powder if necessary).